Дефектоскопы. КлассификацияСтраница 1

 | |||
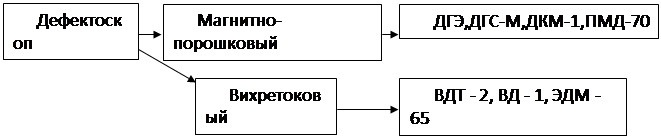 | |||
Рисунок 2.10 Дефектоскопы
Импульсные дефектоскопы
В импульсных дефектоскопах используются эхо-метод, теневой и зеркально-теневой методы контроля.
Эхо-метод основан на посылке в изделие коротких импульсов ультразвуковых колебаний и регистрации интенсивности и времени прихода эхосигналов, отражённых от дефектов. Для контроля изделия датчик эходефектоскопа сканирует его поверхность. Метод позволяет обнаруживать поверхностные и глубинные дефекты.
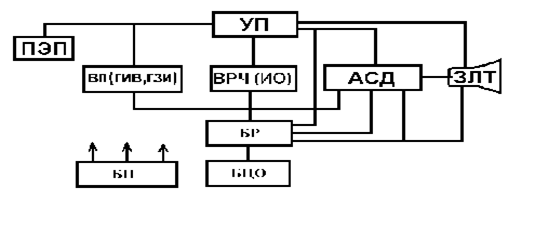
Рисунок 2.11 Упрощенная схема дефектоскопов УД-11ПУ, УД2-12
Дефектоскоп содержит следующие основные узлы: генератор импульсов возбуждения (ГИВ), устройство приемное (УП), блок развертки (БР), измеритель отношений (ИО), блок цифрового отсчета (БЦО), блок автоматического сигнализатора дефектов (АСД), блок электронно-лучевой трубки (ЭЛТ), блок питания (БП). Отличительные особенности дефектоскопа УД2-12 связаны с функциональными возможностями блоков ИО, БЦО, АСД и БП.
При теневом методе ультразвуковые колебания, встретив на своём пути дефект, отражаются в обратном направлении. О наличии дефекта судят по уменьшению энергии ультразвуковых колебаний или по изменению фазы ультразвуковых колебаний, огибающих дефект. Метод широко применяют для контроля сварных швов и рельсов.
Зеркально-теневой метод используют вместо или в дополнение к эхо-методу для выявления дефектов, дающих слабое отражение ультразвуковых волн в направлении раздельно-совмещенного преобразователя. Дефекты ориентированные перпендикулярно поверхности, по которой перемещают преобразователь, дают очень слабый рассеянный и донный сигналы благодаря тому, что на их поверхности продольная волна трансформируется в головную, которая в свою очередь излучает боковые волны, уносящие энергию. Пример применения зеркально-теневого метода — контроль рельсов на вертикальные трещины в шейке.
Магнитно-порошковые дефектоскопы
Дефектоскоп позволяет контролировать различные по форме детали, сварные швы, внутренние поверхности отверстий путем намагничивания отдельных контролируемых участков или изделия в целом циркулярным или продольным полем, создаваемым с помощью набора намагничивающих устройств, питаемых импульсным или постоянным током, или с помощью постоянных магнитов. Принцип действия основан на создании поля рассеяния над дефектами контролируемой детали с последующим выявлением их магнитной суспензией. Наибольшая плотность магнитных силовых линий поля рассеяния наблюдается непосредственно над несплошностью и уменьшается с удалением от нее. Для обнаружения несплошности на поверхность детали наносят магнитный порошок, который может быть взвешан в воздухе или в жидкости. На частицу в поле рассеяния будут действовать силы: магнитного поля, направленная в область наибольшей плотности магнитных силовых линий, то есть к месту расположения трещины; тяжести; выталкивающего действия жидкости; трения; силы электростатического и магнитного взаимодействия, возникающие между частицами.
Самое популярное:
Расчет станции технического обслуживания автомобилей
С развитием автомобиля в нашей стране он глубоко вошёл в быт общества и
стал одним из основных видов транспорта. Перед автомобильным транспортом стояли
некоторые задачи, которые и были его основной задачей: Своевременная доставка
грузов, за счёт снижения непроизводительных постов; примене ...
Реконструкция зерноочистительной машины
Перед элеваторной промышленностью стоят задачи по обеспечению приемки,
послеуборочной обработки и сохранности государственных хлебных ресурсов.
Хлебоприемные предприятия должны организовать закупки зерна у колхозов,
сельхозпредприятий в соответствии с законодательными договорами на постав ...
Техническое обслуживание тележки
Парк подвижного состава
железнодорожного транспорта характеризуется многообразием типов и конструкций
вагонов, используемых в перевозочном процессе грузов и пассажиров. Условия
эксплуатации вагонов связаны со значительными статическими и динамическими
нагрузками. При малой дальности пере ...