Технологический процесс ремонта тележки 18-100Страница 5

Регулировка рычажной передачи.
Рычажную передачу (рис.8) тележки после постановки новых колодок устанавливать в зависимости от диаметра колес подбором величин "С" и "Р"
Для предотвращения западания серьги мертвой точки при эксплуатации вагонов с тележками модели 18-100 при ремонте тележек устанавливается модернизация в соответствии с ТИ 600.25100.00002, настоящего технологического процесса.
После сборки рама тележки краном снимается с конвейера и подается на позицию выкатки.
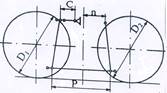
Рисунок 8 – Схема тормозной рычажной передачи тележки модели 18-100
Маркировка деталей тележки.
После сборки тележки производится клеймение боковых рам и надрессорных балок.
Бригадир наносит клеймо принадлежности государству РФ («20» шрифт № 10 в рамке 20 ×15 мм, с обрамлением белилами). Клеймо ставят на боковых рамах – на участке от начала прилива выше приемочных клейм; на надрессорной балке – на видимой части верхней горизонтальной плоскости на расстоянии 20 мм от края.
Место постановки клейм отмечается металлической чертилкой и зачищается шлифовальной машинкой с абразивным кругом шириной 20 мм.
Маляр (лаборант) колесного участка на литые детали тележек (боковые рамы, надрессорные балки) наносит трафарет белой краской о принадлежности тележки к кузову вагона:
при ДР - первая и три последние цифры номера вагона;
при КР - год проведения капитального ремонта, номер вагоноремонтного предприятия, первая и три последние цифры номера вагона. При капитальном ремонте тележка окрашивается черной краской ГОСТ 6586.
При производстве тележки капитального ремонта, полная окраска и нанесение трафаретов о принадлежности к вагону производится в покрасочной камере. Подача тележки в покрасочную камеру производится с VII позиции конвейера мостовым краном, через транспортную тележку. После окраски, в обратном порядке, тележка устанавливается на подобранные колесные пары.
На отремонтированную и проверенную тележку бригадир тележечного участка наносит клеймо шрифтом № 6: условный номер пункта, проводившего ремонт тележек, месяц (двумя цифрами), две последние цифры года.
Образцы надписи трафарета, наносимый масляной краской:
Трафарет, наносимый при капитальном ремонте вагона.
08-600-5-546
08 – год проведения капитального ремонта или год постройки вагона;
600 – номер вагоноремонтного предприятия или завода-изготовителя вагона;
5 – первая цифра номера вагона;
546 – три последние цифры номера вагона.
Трафарет, наносимый при деповском ремонте вагона4-563
4 – первая цифра номера вагона;
563 – три последние цифры номера вагона.
Клейма и знаки маркировки должны быть нанесены на детали тележек после завершения ремонтных работ, приемки их руководителями участка и приемщиком вагонов в депо, начальником ОТК.
После производства диагностирования боковых рам и надрессорных балок направленных на продление срока службы, с помощью АЭ установки. На деталей в местах постановки клейм бригадир по АЭ выбивает «ПСС», дату и условный номер предприятия (например: ПСС 600 08 06).
На тележках, признанных годными после ремонта, ставятся клейма букв «РМ», высотой 70мм, которые наносятся белой краской в прямоугольник (100×100мм) на верхнем поясе консольной части надрессорной балки рядом с клеймами о производстве плановых видов ремонта и на верхнем поясе боковой рамы над правым буксовым проемом.
Выходной контроль на линии подачи тележки в ВСЦ.
Снятая с последней позиции конвейера рама тележки двумя слесарями по ремонту тележек, имеющих право на стропальные работы, устанавливается на заранее подобранные колесные пары, после чего слесаря производят контроль правильности установки рычажной передачи.
Правильность установки рычажной передачи тележки, в соответствии с технологической инструкции контролировать измерением расстояния "n" от центра верхнего отверстия внутреннего рычага до оси подпятника, которое должно быть в пределах 350-400 мм при прижатых колодках к колесам.
Вертикальный рычаг рычажной передачи на тележке расположить под углом 5-10°С в сторону надрессорной балки.
Боковую раму плотно опереть на корпус буксы, местные зазоры более 1 мм не допускаются.
Суммарный зазор между направляющими корпуса буксы и направляющими буксового проема боковых рам вдоль тележек при деповском ремонте составляет от 5 до 14 мм, поперек от 5 до 13 мм. При капитальном ремонте вдоль 5 - 12 мм, поперек 5 – 11 мм. Результаты контроля оператор по описи тележек заносит в личную рабочую книжку, для последующего переноса в журнал формы ВУ-32, под контролем бригадира тележечного участка.
Самое популярное:
Реконструкция предприятия ОСП Автобаза "Почта России"
Поддержание автомобилей в
исправном состоянии является одной из основных задач, предъявляемым к
автотранспортным компаниям. Благодаря этому возрастает эффективность
использования подвижного состава, безопасность движения, возрастают
технико-экономические показатели, снижается неблагоприя ...
Разработка сводного планового бюджета для железнодорожной сортировочной станции
Значения отдельных показателей производственной программы (объёмных и
качественных) приведены в задании.
Расчёт объёмных показателей
По грузовой работе
Среднесуточное отправление в целом по станции и с выделением важнейших
грузов в тоннах, т/сут.:
(1.1)
где - годо ...
Управление и обслуживание вагонного парка
Процесс обеспечения
погрузки вагонами на протяжении всей истории развития железных дорог
совершенствовался. В первые годы возникновения железных дорог вагоны обращались
только в пределах своей дороги. При необходимости перевозки грузов на другие
дороги и на стыковых станциях производилас ...