Технологический процесс ремонта тележки 18-100Страница 2

III позиция конвейера. Разборка рамы тележки.
На данной позиции производится разборка тормозной рычажной передачи и разборка рессорного комплекта.
Перед разборкой слесарь р.п.с. (по разборке тормозной рычажной передачи) удаляет воду из подпятника надрессорной балки и карманов боковой рамы, с помощью пистолета вакуумной установки для отсоса воды после моечной машины. В случае выхода из строя установки удалить воду из подпятника мочальной кистью.
Разборка тормозной рычажной передачи производится в следующей последовательности (рисунок 6):
- выбить чеки и снять тормозные колодки 17, предохранительные скобы 4;
- снять шплинты 7,10;
- снять шайбы 9, выбить валики 8, снять вертикальные рычаги 5 и распорную тягу 2;
- выбить шплинты 15, снять шайбу и валики 14, снять серьгу мёртвой точки 6, после удаления шплинта 11, шайбы 12 и валика 13;
- вынуть проволоку предохранительных шайб, снять шайбы;
-выбить шплинт 13 валика 16, опустить триангель 1 на предохранительные полочки боковин рамы;
- снять подвески 3 тормозного башмака, снять триангель 1 (одновременно снять и второй триангель и передать на позицию их ремонта).
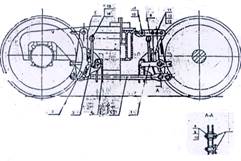
Рисунок 6 – Разборка тормозной рычажной передачи тележки 18-100
Разборка балочки авторежима (при ее наличии), (рисунок 7):
- удалить шплинт 23, свинтить гайку 24 с болта 25 и вынуть его, снять резинометаллическую прокладку 26, балку опорную 34.
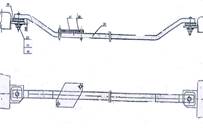
Рисунок 7 – Балочка авторежима
Все детали после разборки укладываются в соответствующую тару.
Тормозные колодки толщиной 50 мм и более, не имеющих трещин и металлических включений на рабочей поверхности уложить в отдельную тару, для дальнейшего использования.
После подачи тары с подвесками тормозного башмака на позицию их неразрушающего контроля слесарь р.п.с. (по разборке тормозной рычажной передачи) производит с помощью бородка и молотка удаление резиновых втулок подвесок тормозного башмака, независимо от их состояния, а после их контроля, дефектоскопирования и постановки клейм дефектоскопистом, производит постановку новых резиновых втулок с помощью специального приспособления.
При зазоре по диаметру в шарнирном соединении рычажной передачи 3 мм и более сделать меловую разметку «износ», соответственно на вертикальном рычаге или распорной тяги, для замены втулок на IV – позиции конвейера.
Валики подвесок тормозных башмаков, изношенные по диаметру более 1 мм заменить.
Данные по состоянию тормозной рычажной передачи оператор по описи тележек заносит в журнал входного контроля тележек.
Триангели после разборки рамы тележки подаются при помощи крана-укосины на стол разборки и испытания триангеля. Разборка, осмотр, дефектация, испытание и сборка деталей триангеля производится в соответствии с технологическим процессом. Детали триангеля подлежащие ремонту в накопителях при помощи крана передаются в отделение восстановления и механической обработки деталей триангеля.
Разборка рессорного комплекта производится слесарем по р.п.с. и газорезчиком. Пружины при помощи специального приспособления подаются к установке АЛИСП, после чего перемещаются на VI позицию конвейера для контроля и сборки рессорного комплекта.
На данной позиции конвейера бригадир, также производит отстукивание молотком заклепок фрикционных планок, для выявления их ослабления. Если выявлено ослабление заклепок или несоответствие контролируемых размеров фрикционных планок, электрогазосварщик при помощи керосинореза срезает ослабшие заклепки, а при неисправностях фрикционных планок все заклепки.
Испытание распорных тяг на растяжение и дефектоскопирование осуществляется дефектоскопом ВД-113 (ВД-113.5), подвески тормозного башмака контролируются дефектоскопом МД-12 ПШ, производится дефектоскопистом участка, в соответствии с ТИ 600.25100.00003 по неразрушающему контролю, настоящего технологического процесса.
После дефектоскопирования на всех деталях ставится клеймо 600 и дата (месяц и год) производства дефектоскопирования.
Далее раму тележки слесарь по р.п.с. манипулятором подается на IV позицию конвейера.
IV позиция конвейера. Неразрушающий контроль надрессорной балки и боковых рам тележек.
Неразрушающий контроль (НК) боковых рам и надрессорной балки производится дефектоскопистом участка, имеющим 4-6 разряд и право на выполнение данных работ, в соответствии с ТИ 600.25100.00003 настоящего технологического процесса.
НК производить с помощью дефектоскопа - градиентометра феррозондового ДФ-201.1А с намагничивающим устройством МСН –10. При выходе из строя феррозондового дефектоскопа ДФ-201.1А контроль производить вихретоковым дефектоскопом ВД12 НФМ (ВД 12НФ).
Самое популярное:
Проектирование судов
При определении основных элементов проектируемого судна, а также при их
корректировке, производимой для улучшения каких-либо характеристик, необходимо
учитывать взаимосвязь элементов судна с его ходовыми характеристиками. Обычно
задача ставится следующим образом – выбрать элементы судна, ...
Технологический процесс работы участковой станции
Станции являются
важнейшими линейными производственно-хозяйственными организациями, на которых
осуществляется непосредственная связь железной дороги с населёнными пунктами,
промышленными предприятиями и агропромышленными комплексами.
На сети железных
дорог СНГ и Балтии насчитывается б ...
Правила перевозки нефтепродуктов
По данным рейтинговых агентств лидерство в рейтинге эффективности
отраслей российской промышленности по итогам 2009 года, как и в предыдущие
годы, занимает нефтепереработка.
Несмотря на кризис, эта отрасль с итоговым показателем 77,92 балла
сохраняет высокую эффективность производства ...